- موضوع مقالات علمی آبکاری فلزات گران بها
- تاریخ 16 اسفند 1402
- 0 نظر
- 3 385بازدید
آبکاری الکتریکی چگونه انجام می شود
آبکاری الکتریکی روشی است که در آن با استفاده از یک فرایند الکتروشیمیایی پوششی بسیار نازک از ذرات یک فلز مانند نیکل، کروم، مس، کادمیوم، نقره، طلا، فلزات گروه پلاتین (پلاتین، رودیوم، روتنیوم، پالادیوم، ایریدیوم) و ... بر روی سطوح مختلف فلزی یا غیر فلزی تشکیل می شود. پوشش فلزی ایجاد شده بسته به نوع فلزی که برای پوشش دهی انتخاب می شود، می تواند خواص سطحی زیر لایه را بهبود بخشد. به عنوان مثال فلزات گرانبها مقاومت بالایی در برابر سایش، خوردگی داغ و خوردگی اسیدی دارند و بسیار انعطاف پذیر، درخشان و رسانا هستند. به همین دلیل این فلزات برای استفاده در طیف گسترده ای از فرآیندهای آبکاری صنعتی ارزشمند هستند. آبکاری فلزات گرانبها مانند آبکاری پلاتین و آبکاری رودیوم در مقایسه با سایر فلزات بسیار هزینه بر است اما کیفیت پوشش ایجاد شده از این فلزات، هزینه بالای آبکاری آنها را در طول زمان جبران می کند.
تاریخچه آبکاری:
طبق نظریه ای اولین پوشش دهی انجام شده به دوران امپراطوری اشکانی مربوط می شود. در دهه 1930 میلادی تعدادی اشیا بازمانده از عراق باستان از جنس نقره ی پوشانده شده با طلا توسط ویلهلم کونیگ، دستیار موزه ملی عراق، مشاهده شد که گمان می رفت آبکاری شده باشند. کونیگ ایده ی خود را با اشاره بر یک باتری اشکانی که در سال 1938 در تیسفون کشف شده بود مطرح کرد. با این حال امروزه باستان شناسان معتقدند که این اشیاء کشف شده به روشی که اکنون به عنوان آبکاری الکتریکی شناخته شده است پوشش دهی نشده اند بلکه در واقع با استفاده از جیوه و آتش طلاکاری شده اند.
باستان شناسان بر این عقیده هستند که شیمیدان ایتالیایی لوئیجی والنتینو بروگناتلی در سال 1805، از شمع ولتایی ساخته شده توسط الساندرو ولتا برای ایجاد اولین رسوب الکتریکی استفاده کرد و پس از او دانشمندان تا سال 1839 فرایندهای آبکاری مشابهی را برای پوشش دهی صفحات ماشین چاپ با فلز مس ابداع کردند. پس از آن بوریس ژاکوبی آبکاری الکتریکی را در روسیه توسعه داد. در اواسط قرن نوزدهم این فناوری در ساخت مجسمه های غول پیکر کلیسای جامع سن پترزبورگ و گنبد آبکاری شده با طلای کلیسای جامع مسیح منجی در مسکو استفاده شد.
اندکی بعد دانشمند انگلیسی به نام جان رایت دریافت که الکترولیت پتاسیم سیانید برای آبکاری طلا و نقره مناسب است و همکاران او اولین حق ثبت اختراع آبکاری را در سال 1840 دریافت کردند. در سال 1876 اولین کارخانه ی مدرن آبکاری در هامبورگ تاسیس شد. همراه با پیشرفت علم الکتروشیمی در دهه 1850 میلادی آبکاری های صنعتی نیکل، برنج، قلع و روی در مقیاس های بزرگ توسعه یافت و با ظهور ژنراتورهای الکتریکی در اواخر قرن نوزدهم رونق زیادی گرفت. شروع جنگ های جهانی و رشد صنعت هوانوردی زمینه ساز پیشرفت فرآیندهایی مانند آبکاری کروم سخت، آبکاری آلیاژ برنز، آبکاری نیکل سولفامات و بسیاری از فرایندهای دیگر شد. پس از گسترش آبکاری سطوح فلزی، فیزیکدان آمریکایی ریچارد فاینمن ایده ی اولیه ی آبکاری فلز بر روی پلاستیک را به یک اختراع موفق تبدیل کرد.
اجزای اصلی آبکاری الکتریکی:
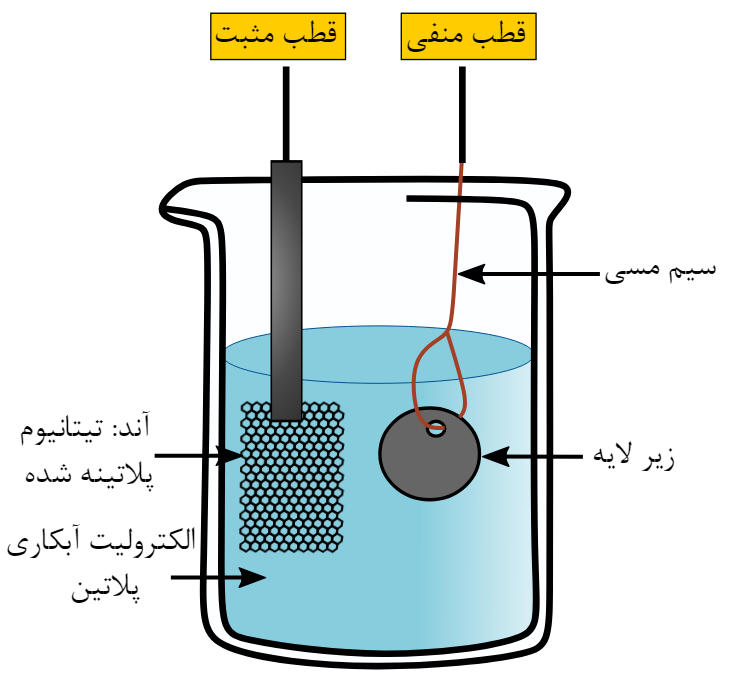
آند: الکترودی است که به قطب مثبت منبع تغذیه متصل می شود و معمولا از جنس تیتانیوم پوشش داده شده با پلاتین (آند پلاتین) است.
کاتد: در فرایند آبکاری الکتریکی قطعه کار به عنوان کاتد به قطب منفی منبع تغذیه متصل می شود.
الکترود مرجع: الکترود مرجع الکترودی است که پتانسیل آند و کاتد نسبت به آن تعیین می شود. این الکترود از جنس Ag/AgCl یا کالومل است. الکترود مرجع Ag/AgCl شامل یک سیم نقره ای است که با کلرید نقره پوشانده شده و در الکترولیت حاوی یون های لیتیوم غوطه ور شده است و الکترود کالومل بر اساس واکنش بین جیوه عنصری و کلرید جیوه (I) طراحی شده است.
الکترولیت: محلولی حاوی یک یا چند نمک فلزی و یون های دیگری است که جریان الکتریکی را بین آند و کاتد هدایت می کند.
به عنوان مثال تجهیزات آبکاری پلاتین در شکل زیر آورده شده است.
انواع روش های آبکاری الکتریکی:
- آبکاری قفسه ای (آبکاری رک)
- آبکاری بشکه ای (آبکاری بارل)
- آبکاری قلمی
- آبکاری پالس
مراحل آبکاری الکتریکی:
آماده کردن حمام و زیرلایه: ابتدا ظرفی که در آن آبکاری انجام می شود (وان یا بشر) اسید شویی و با آب شسته و خشک می شود. وان های شسته شده باید بلافاصله مورد استفاده قرار گیرند. سپس برای نمک هایی که به راحتی حل می شوند 3/1 وان و برای نمک هایی که سخت تر حل می شوند 3/2 وان را از حلال پر می کنیم. نمک ها و ترکیبات دیگر باید به آرامی و با هم زدن محلول اضافه شوند و ترتیب اضافه کردن ترکیبات در این مرحله بسیار مهم است. پس از اینکه نمک ها کاملا حل شد غلظت و PH محلول به دقت اندازه گیری می شود و اگر حمام در شرایط ایده آلی قرار داشت آند، کاتد و الکترود مرجع داخل حمام قرار داده می شوند و بر روی چند نمونه آبکاری آزمایشی انجام می شود. سپس غلظت و PH حمام دوباره تنظیم می شود و قطعات اصلی را برای انجام آبکاری به منبع تغذیه متصل می کنند. پس از قرار دادن قطعات در محلول آبکاری، تماس قلاب ها و قفسه ها، شدت جریان و میزان ولتاژ بررسی می شود. برای ایجاد پوششی یکنواخت سطح زیرلایه باید بدون تخلخل و چسبنده باشد به همین دلیل آماده سازی سطح زیرلایه در آبکاری الکتریکی اهمیت زیادی دارد. زیرلایه ها معمولا با استفاده از اسید شویی، پاکسازی شیمیایی، پاکسازی الکتریکی (الکتروکیلینینگ)، فرآیند جیوه دهی و پاکسازی مکانیکی آماده آبکاری می شوند.
اعمال جریان و انجام فرایند آبکاری: با اعمال جریان الکتریکی به حمام، کاتیون های فلزی حل شده در الکترولیت به سمت قطعه کار متصل به قطب منفی حرکت می کنند و بر روی سطح زیرلایه کاهش پیدا می کنند. به این ترتیب یک لایه نازک از فلز مورد نظر بر روی سطح قطعه کار پوشش داده می شود. در فرایند آبکاری، آند ممکن است قابل حل شدن در الکترولیت باشد و یا از نوع غیر حل شونده انتخاب شود.
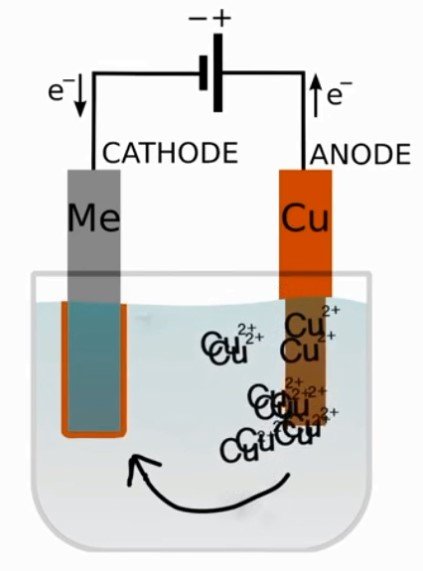
آبکاری با استفاده از آند محلول:
در این نوع آبکاری، با اعمال جریان الکتریکی اتم های فلزی آند، الکترون از دست می دهند و به صورت یون مثبت فلزی در الکترولیت حل می شوند. سپس به دلیل وجود اختلاف پتانسیل الکتریکی در محلول این ذرات به سمت پتانسیل منفی حرکت می کنند و با جذب الکترون بر روی سطح کاتد رسوب می کنند. این فرایند تا زمانی که ضخامت لایه ی ایجاد شده از فلز مورد نظر بر روی زیرلایه به میزان دلخواه برسد ادامه می یابد.
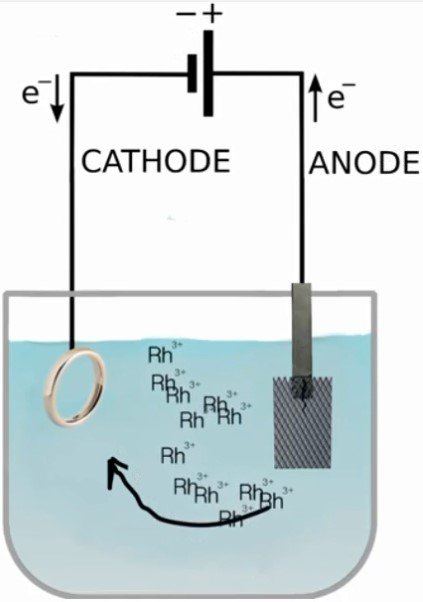
 آبکاری با استفاده از آند نامحلول:
آبکاری با استفاده از آند نامحلول:
در این نوع از آبکاری آند معمولا از جنس تیتانیوم پوشش داده شده با پلاتین (آند پلاتین) است و در الکترولیت حل نمی شود. در این روش الکترولیت حاوی یون های مثبت فلز مورد آبکاری است که با روشن شدن جریان و ایجاد اختلاف پتانسیل الکتریکی بین الکترودها، از سمت آند به سمت کاتد حرکت می کنند و در سطح کاتد کاهش می یابند. به این ترتیب لایه ای نازک از فلز مورد نظر بر روی سطح زیرلایه (کاتد) پوشش داده می شود. در این فرایند با کاهش غلظت یون های فلزی، حمام با اضافه کردن نمک فلزات به الکترولیت شارژ می شود.
اقدامات پس از آبکاری: پس از اتمام آبکاری قطعه کار در آب مقطر یا الکل شسته می شود تا محلول و نمک های اضافی باقی مانده بر روی سطح آن کاملا شسته شود. در آبکاری رودیوم معمولا برای افزایش درخشندگی قطعه را با استفاده از سولفوریک اسید شست و شو می دهند. پس از شست و شو قطعه با دستمالی نرم کاملا خشک می شود.
عوامل موثر بر آبکاری الکتریکی:
کنترل PH حمام آبکاری: کنترل PH حمام در طی انجام آبکاری بسیار مهم است. کاهش PH حمام باعث آزاد شدن هیدروژن محلول می شود. این امر علاوه بر اینکه بازده آبکاری را کاهش می دهد، موجب تجمع یونهای هیدروژن در مجاورت کاتد و رسوب همزمان نمک های پایه می شود و خواص رسوب ایجاد شده را تغییر می دهد. همچنین در PH های بالا راندمان کاتد کاهش می یابد بنابراین لازم است PH حمام به طور مرتب کنترل و تنظیم شود.
چگالی جریان: کنترل چگالی جریان نیز نکته ی بسیار مهمی است. در چگالی جریان پایین روند احیاء یونها در کاتد بسیار آرام است و فلز با سرعت کمی رسوب می کند. در این شرایط فرصت کافی برای رشد هسته های فلزی وجود دارد و رسوبی دانه درشت تشکیل می شود. با افزایش چگالی جریان سرعت تشکیل رسوب افزایش پیدا می کند و رسوبی دانه ریز بوجود می آید. افزایش چگالی جریان باعث افزایش راندمان آبکاری می شود اما باید توجه داشت که مقدار آن از چگالی جریان حد بالاتر نرود.
غلظت فلز: در حمام هایی که غلظت فلز رسوبی زیاد است چگالی جریان حد نیز بالاتر است به همین دلیل در این حمام ها می توان چگالی جریان را افزایش داد که موجب افزایش بازده آبکاری می شود.
نوع حمام: معمولا حمام هایی که در آنها میزان یون کمپلکس فلزی از یون های ساده فلزی بیشتر است عملکرد بهتری دارند. به عنوان مثال حمام های سیانیدی طلا، نقره و مس از سایر حمام های این فلزات پر کاربردتر است.
نمک های هادی: وجود نمک های کلریدی و سولفاتی و سیانید آزاد باعث افزایش هدایت الکتریکی محلول و بالا بردن بازده آبکاری می شود.
مزایای آبکاری الکتریکی:
| حفاظت در برابر خوردگی | بسیاری از انواع آبکاریهای صنعتی پوششی بر روی بستر ایجاد می کنند که از آن در برابر شرایط جوی مانند خوردگی محافظت می کند. قطعات آبکاری شده دوام بیشتری پیدا میکنند و به دفعات کمتری نیاز به تعویض دارند و در شرایط سخت مقاومتر هستند. |
| مقاومت در برابر حرارت | آبکاری با این فلزات از قطعات و اجزای موتور در برابر آسیب ناشی از دمای شدید محافظت میکند و میتواند طول عمر آنها را افزایش دهد. |
| بهبود رسانایی الکتریکی | آبکاری یک راه حل مقرون به صرفه و کارآمد برای افزایش رسانایی سطحی است. |
| بهبود خواص مغناطیسی | آبکاری برخی از فلزات خواص مغناطیسی قطعات را بهبود می بخشد. |
| بهبود ظاهر سطح | آبکاری فلزات گرانبها روشی مقرون به صرفه برای جذاب تر کردن محصولات از نظر ظاهری است. با استفاده از این روش جواهرسازان می توانند محصولاتی مشابه طلای خالص یا سایر فلزات گرانبها را با قیمت بسیار پایین تری بفروشند. |
| جلوگیری از کدر شدن | برخی از فرایندهای آبکاری از انواع خاصی از فلزات در برابر کدر شدن زودرس محافظت می کنند و همچنین احتمال خراش را کاهش می دهند. افزایش ضخامت سطح، کیفیت کلی را بهبود می بخشد و طول عمر زیرلایه را افزایش می دهد. |
| افزایش ضخامت سطح | افزایش ضخامت سطح، کیفیت کلی را بهبود می بخشد و طول عمر زیرلایه را افزایش می دهد. |
| افزایش سختی | سطوح آبکاری شده در هنگام ضربه یا افتادن کمتر در معرض آسیب قرار میگیرند و طول عمر آنها افزایش مییابد. |
شرکت نیوساد صنعت پارت تولید کننده انواع محلول های آبکاری فلزات گرانبها از جمله محلول آبکاری پلاتین با ایجاد پوششی سفید و بسیار روشن، محلول آبکاری رودیوم فوق العاده براق، محلول آبکاری پالادیوم و محلول آبکاری طلا است. همچنین خدمات ما شامل تولید ترکیبات پلاتین و سایر ترکیبات فلزات گرانبها و انجام پروژه های پوشش دهی بر روی انواع زیر لایه ها در کاربردهای صنعتی از قبیل صنایع هوا فضا، خودروسازی، آندهای پلاتینایز شده و کاربردهای زینتی و پزشکی است.
برای اطلاعات بیشتر با ما در ارتباط باشید.
تلفن:09132278204+
تلفن:09131062981+
ایمیل: info@newsaadsanat.com