- موضوع مقالات علمی آبکاری فلزات گران بها
- تاریخ 16 خرداد 1403
- 0 نظر
- 3 463بازدید
انواع روش های آبکاری پلاتین:
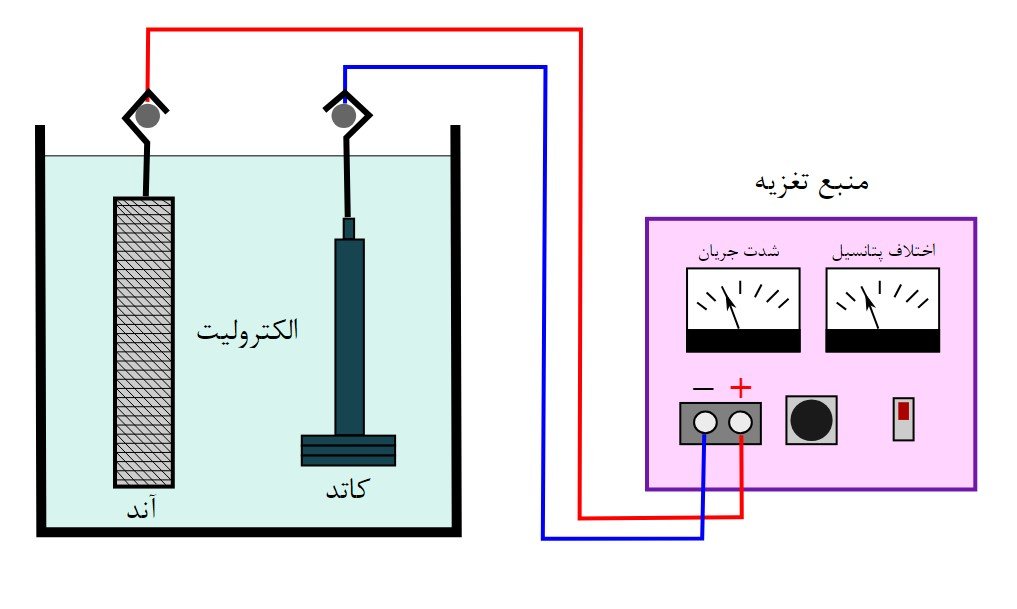
آبکاری پلاتین به روش های مختلفی انجام می شود که در اکثر آنها از جریان الکتریکی استفاده می شود و برخی از این روش ها بدون ایجاد جریان الکتریکی انجام می شود. آبکاری پلاتین به روش الکتریکی فرایندی است که در طی آن با استفاده از جریان الکتریکی یک لایه نازک از اتم های پلاتین بر روی سطح زیرلایه پوشش داده می شود. این فرایند در یک سلول الکترولیتی حاوی نمک پلاتین انجام می شود. جریان الکتریکی منبع تغزیه از طریق دو الکترود متصل به سلول در الکترولیت اعمال می شود. در این سلول زیر لایه به کاتد متصل می شود و آند معمولا از جنس تیتانیوم پوشش داده شده با پلاتین (آند پلاتین) است. با عبور جریان الکتریکی از حمام یون های پلاتین حل شده در الکترولیت، به سمت کاتد حرکت کرده و بر روی زیرلایه رسوب می کنند. آبکاری الکتریکی شامل آبکاری رک، آبکاری بارل، آبکاری قلمی و آبکاری پالس است. در آبکاری الکترولس الکترون های مورد نیاز به وسیله واکنشهای شیمیایی درون حمام تأمین میشوند. برای مطالعه بیشتر رجوع کنید به مقاله آبکاری پلاتین چیست و مقاله آبکاری الکتریکی چگونه انجام می شود)
(برای اطلاع از مشخصات محصول به صفحه محلول آبکاری پلاتین در بخش محصولات مراجعه کنید.)
آبکاری پلاتین به روش قفسه ای (آبکاری رک):
آبکاری قفسه ای روشی است برای آبکاری پلاتین بر روی قطعات شکننده، بزرگ و پیچیده که به سختی با استفاده از فرآیندهای دیگر، آبکاری می شوند. در این روش قطعات بر روی یک فیکسچر که به عنوان "رک" شناخته می شود قرار داده می شوند و سپس در حمام حاوی الکترولیت آبکاری غوطه ور می شوند. برای ایجاد تماس الکتریکی و ثابت نگه داشتن قطعات روی قفسه از سیم، پیچ یا قلاب های فلزی استفاده می شود. این قفسهها قطعات را در طول فرآیند آبکاری در جای خود نگه میدارند و در عین حال بیشترین سطح را در معرض محلول قرار میدهند به این ترتیب پوششی با ضخامت یکنواخت بر روی قطعه ایجاد می شود. علاوه بر محافظت بیشتر در برابر آسیب به قطعات، فرآیند رک میتواند خطوط و اشکال پیچیدهتر را به طور موثرتری بپوشاند. آبکاری قفسه انتخاب ارجح در صنایعی است که کیفیت بالا و دقت پوشش از اهمیت بالایی برخوردار است مانند صنایع نظامی و دفاعی، خودروسازی، پزشکی، الکترونیک و پوشش دهی جواهرات زینتی. از معایب آبکاری قفسه می توان به هزینه بیشتر و نیاز به نیروی کار اشاره کرد. در بسیاری از موارد، ممکن است نیاز به طراحی و ساخت یک قفسه سفارشی برای کاربردهای تخصصی باشد.

آبکاری پلاتین به روش بشکه ای (آبکاری بارل):
در این روش آبکاری اجسام در یک بشکه ی نارسانا از جنس پلی پروپیلن که از حمام آبکاری حاوی الکترولیت پر شده است قرار می گیرند تا پوششی یکنواخت از فلز مورد نظر روی آنها ایجاد شود. بشکه حاوی میله های مرکزی است که جریان الکتریکی را هدایت می کنند و در حالی که از محلول آبکاری الکترولیتی پر شده است به آرامی می چرخد. این چرخش باعث می شود قطعات در حمام آبکاری بچرخند و پوشش یکنواختی بر روی سطح آنان ایجاد شود. آبکاری بشکه روشی مقرون به صرفه برای آبکاری حجم بالایی از قطعات کوچک و بادوام مانند پیچ و مهره ها و بست ها است. همچنین برای آبکاری قطعات با اشکال و اندازه های مختلف به خوبی عمل می کند. قطعات باید به اندازه کافی کوچک باشند تا در بشکه قرار بگیرند و با چرخش بشکه در طول فرآیند آسیبی به آنان وارد نشود. آبکاری بشکه نسبت به آبکاری قفسه ای نیاز به تجهیزات کم تری دارد و با هزینه ی کمتری راه اندازی می شود. یکی از جنبههای مهم آبکاری بشکه این است که قطعات با یکدیگر اتصال دوقطبی برقرار میکنند که این منجر به افزایش بازده آبکاری میشود. با این حال، به دلیل تماس سطحی زیادی که قطعات با یکدیگر دارند، آبکاری بشکه معمولاً برای کاربردهای تزئینی و زمانی که پوششی دقیق مورد نیاز است توصیه نمی شود. از جنبه های منفی این روش می توان به جریان الکتریکی کم آن اشاره کرد که می تواند زمان قرار گرفتن قطعات در معرض محلول آبکاری را افزایش دهد.

آبکاری پلاتین به روش آبکاری قلمی:
برخلاف روشهای آبکاری بشکه یا قفسه ای، آبکاری قلمی به اپراتور اجازه میدهد تا منطقه خاصی را با هر ضخامتی پوشش دهی کند. این روش آبکاری بسیار سریع است و در هر مکانی قابل اجرا است. در آبکاری قلمی ابتدا قسمت هایی که نمی خواهیم آبکاری شود پوشانده می شود. سپس قلم آبکاری به قطب مثبت و سطح زیرلایه به قطب منفی یک منبع تغذیه جریان مستقیم متصل می شود. قلم معمولا از جنس فولاد ضد زنگ است و در انتهای آن از پنبه، نمد یا الیاف کربنی استفاده می شود. پس از آغشته کردن قلم به محلول الکترولیت، اپراتور قلم را روی سطح کاتد حرکت می دهد، این کار باعث ایجاد جریان الکتریکی از منبع تغذیه می شود. به این ترتیب جریان ایجاد شده در الکترولیت باعث می شود کاتیون های فلزی روی سطح کاتد الکترون جذب کنند و به صورت لایه نازک فلزی رسوب کنند. آبکاری قلمی برای قطعات بسیار بزرگ و قطعات بسیار ظریف ایده آل است و حجم الکترولیت کم تری مصرف می کند. در حالی که آبکاری قلمی مزایای بسیاری دارد آبکاری الکتریکی از طریق روش های غوطه وری، برای پروژه هایی با حجم زیاد مناسب تر است.

آبکاری پلاتین به روش آبکاری پالس:
فرآیند آبکاری پالس شامل تغییرات سریع و متناوت پتانسیل یا جریان الکتریکی بین دو مقدار مختلف است که منجر به ایجاد پالس هایی با دامنه، دوره تناوب و قطبیت یکسان می شود که با جریان صفر از هم جدا می شوند. با تغییر دامنه و عرض پالس، می توان ترکیب و ضخامت لایه رسوب شده را تغییر داد. پارامترهای آزمایشی آبکاری پالسی معمولاً شامل پیک جریان یا پتانسیل، سیکل کار، فرکانس و جریان یا پتانسیل موثر است. پیک جریان یا پتانسیل حداکثر جریان یا پتانسیل قابل استفاده در آبکاری است. سیکل کار بخش موثر زمان در یک دوره آبکاری معین با جریان یا پتانسیل اعمال شده است. جریان یا پتانسیل موثر حاصلضرب چرخه کار و پیک جریان یا پتانسیل است. آبکاری پالس می تواند به بهبود کیفیت فیلم آبکاری شده و کاهش تنش داخلی رسوب ایجاد شده کمک کند. ترکیبی از سیکل کاری کوتاه و فرکانس بالا می تواند ترک های سطحی را کاهش دهد. با این حال، برای حفظ جریان یا پتانسیل موثر ثابت، ممکن است به یک منبع تغذیه با عملکرد بالا برای ارائه جریان یا پتانسیل بالا و یک کلید سریع نیاز باشد. یکی دیگر از مشکلات رایج آبکاری پالسی این است که در حین آبکاری معکوس ممکن است آندهای گران قیمت مانند پلاتین، آبکاری شوند.
عوامل دیگری که بر آبکاری پالس تأثیر می گذارند عبارتند از دما، فاصله بین آند و کاتد و هم زدن الکترولیت. گاهی اوقات آبکاری پالسی را می توان در حمام آبکاری گرم انجام داد تا نرخ رسوب گذاری افزایش پیدا کند زیرا طبق قانون آرنیوس سرعت اکثر واکنش های شیمیایی به طور تصاعدی با دما افزایش می یابد. فاصله آند و کاتد به نحوه توزیع پالس جریان بین آند و کاتد مربوط می شود. اگر این فاصله مناسب نباشد ممکن است باعث توزیع ناهموار جریان شود و بر توپولوژی سطح نمونه آبکاری شده تأثیر بگذارد. هم زدن ممکن است سرعت انتقال یون های فلزی را از محلول به سطح الکترود افزایش دهد. تنظیم همزن برای فرآیندهای مختلف آبکاری فلز متفاوت است.